


 扫一扫
扫一扫
 本地 钢板棒材海量现货直销")
聚贤丰汇金属材料有限公司拥有成熟可靠的技术,依托雄厚的技术力量和先进的加工设备,公司已在 45#圆钢、等领域建立起优势。公司明确以省内为基础、逐步向海东周边地区辐射,实现 45#圆钢、销往全国市场的发展战略。
 本地 钢板棒材海量现货直销")
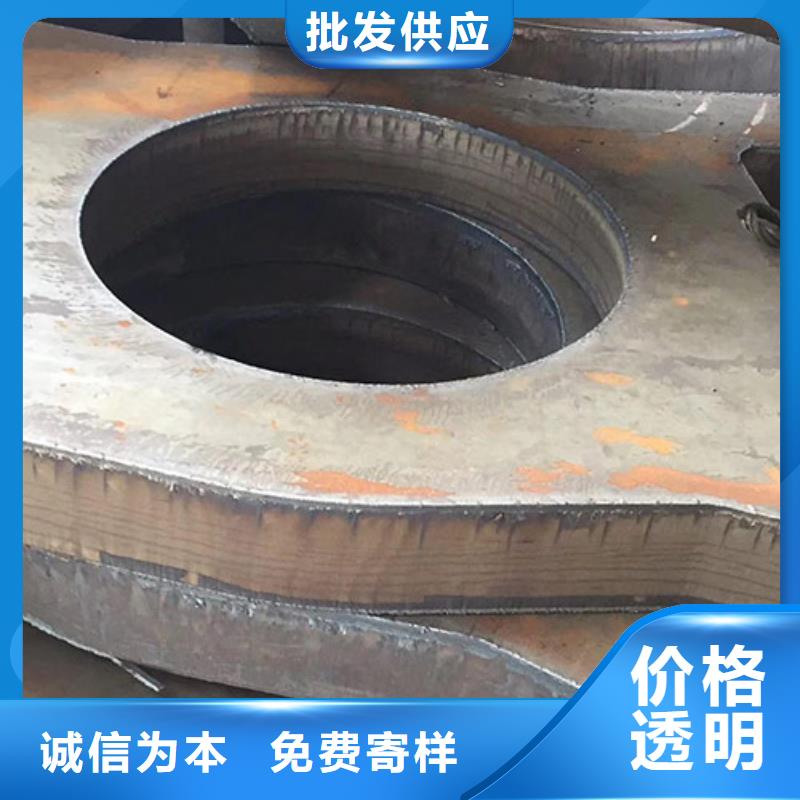
钢板切开有几种方式:气割、火焰切割、等离子切割、数控切割等
预热切开:防备钢板切开裂纹最有效的办法,就是在切开前进行预热。在进行火焰切开前,钢板通常都要预热,其预热温度凹凸首要取决于钢板质量等级和板厚,见表2.预热办法可选用火焰烧枪、电子加热垫进行的,也可以运用加热炉加热。为断定钢板预热效果,应在加热点被面测试所需温度
1、钢板切开办法适用于冷切开和热切开。冷切开包含有水射流切开、剪切、锯切或磨料切开;热切开包含有氧气燃料火焰切开(以下简称“火焰切开”)、等粒子切开和激光切开。
2、切开办法:通过相关工艺实验,皇冠比分网把握钢板各种切开办法的一般特性和切开厚度范围。
3、高等级钢板的火焰切开办法与一般低碳和低合金钢的切开相同简单,在切开耐候厚板时,需要留意!!!跟着钢板厚度和硬度的增加,切开边部呈现裂纹倾向加大。为避免钢板切开裂纹的发生,切开时应遵从以下主张:
切开裂纹:钢板切开裂纹类似于焊接时发生氢致裂纹,假如钢板切边发生裂纹,将会在切厚48小时至几周内才呈现。因而,切开裂纹属于延迟性裂纹,钢板厚度和硬度越大,呈现切开裂纹就越大。
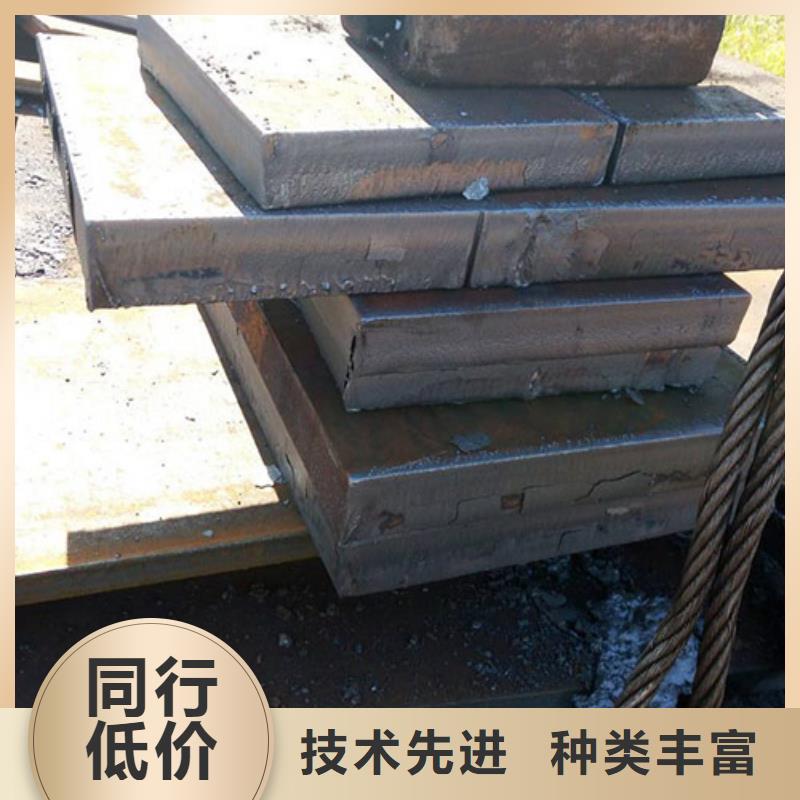
钢板的首要应用领域
钢板首要用于铁道、车辆、桥梁、塔架等长期暴露在大气中运用的钢结构。用于制造集装箱、铁道车辆、石油井架、海港修建、采油渠道及化工石油设备中含硫化氢腐蚀介质的容器等结构件。
钢板钢板由普碳钢添加少量铜、镍等耐腐蚀元素而成,具有优质钢的强韧、塑延、成型、焊割、磨蚀、高温、疲惫等特性;耐候性为普碳钢的2~8 倍,涂装性为普碳钢的 1.5~10 倍,能减薄运用、裸露运用或简化涂装运用。
该钢板种具有耐锈,使构件抗腐蚀延寿、减薄降耗,省工节能的特性,使构件制造者、运用者获益。
钢板一般选用精料入炉-锻炼(转炉、电炉-微合金化处理-吹氩-LF精炼-低过热度连铸(喂入稀土丝)-控轧控冷等工艺道路。在锻炼时,废钢随炉料一起参加炉内,按常规工艺锻炼,出钢后参加脱氧剂及合金,钢水经吹氩处理后,随即进行浇铸,吹氩调温后的钢水经连铸机铸成板坯。因为钢中参加稀土元素,耐候钢得到净化,夹杂物含量大为削减。
耐候性为普碳钢的2~8倍,涂装性为普碳钢的1.5~10倍,能减薄运用、裸露运用或简化涂装运用。该钢种具有耐锈,使构件抗腐蚀延寿、减薄降耗,省工节能的特性,使构件制造者、运用者获益。
钢板产品供制造集装箱、铁道车辆、石油井架、海港修建、采油渠道及化工石油设备中含硫化氢腐蚀介质的容器等结构件。
 本地 钢板棒材海量现货直销")
 本地 钢板棒材海量现货直销")
 本地 钢板棒材海量现货直销")
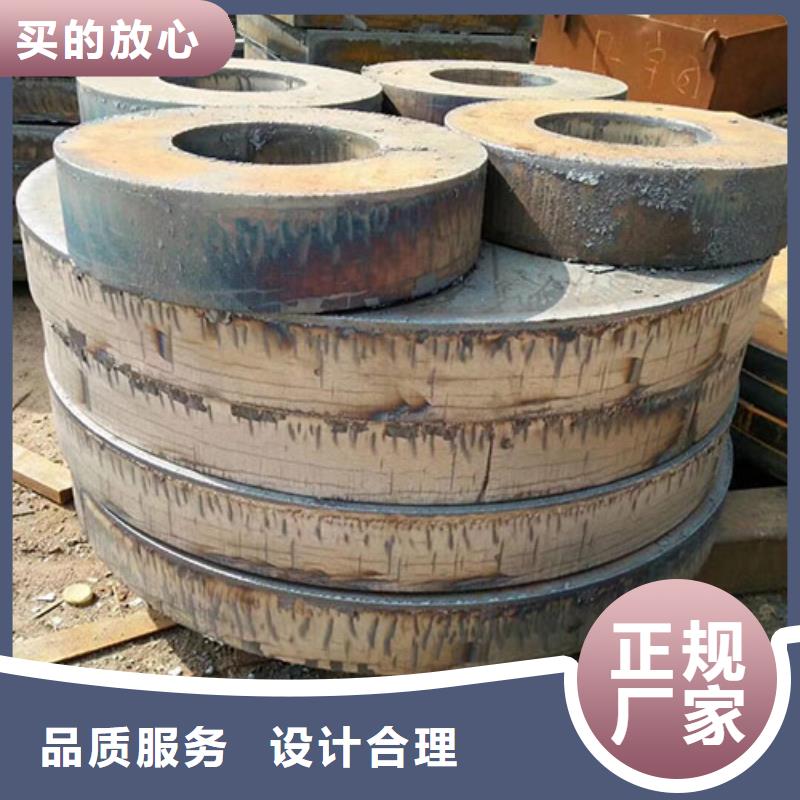
40CrNIMOA钢板等离子钢板切割和火焰钢板切割的成本比较
然后,在讨论了钢板数控火焰切割机和等离子数控切割机的应用范围之后,让我们来谈谈数控火焰切割机和等离子数控切割机在具体使用过程中的成本问题
火焰钢板切割:以切割中厚钢板为佳。剪刃处无v型槽, 可达200mm左右,但5mm以下的钢板变形较大。费用:乙炔每8小时,氧气每2小时。乙炔78元/瓶,氧气16元/瓶。8小时工作成本:78元*1瓶+16元*4瓶=142元
等离子钢板切割:虽然等离子电源厂家声称他们可以切割到100mm,但是在实际中很难切割到30mm以上。切割小于20mm特别优越,速度快,变形小。等离子切割厚板时,切削刃有v型槽。但对于不锈钢、铝、铜等有色金属,火焰切割是不行的!成本:以6kW电源为例,将板切割到20mm以下,成本为每小时6kW,每班48kW,1.00元/kWh,48元。电极和喷嘴每个15元左右(中国制造),可以工作3小时左右。8小时工作费:48kW*1元/kW+15元*2.6=48元+39元=87元(以上费用为估计值)请不要担心他们,我的客人们。)
40CrNIMOA钢板切割效果
火焰数控切割机前期投资小,后期成本大,等离子数控切割机因为前期购买等离子电源不一样,价格也不一样,但整体投资比火焰切割大,后期成本小。当然,具体的还和操作人员的切割经验有很大的关系。数控切割时,根据零件实际轮廓切割所行走的轨迹路线是理论尺寸,实际切割下来尺寸会存在偏移,实际切割下来的零件尺寸外轮廓部分会变小,内轮廓尺寸会变大(双边刚好相差割缝宽度)。这是因为切割时存在割缝,割缝是切割时损耗的部分,因此实际切割时需要进行几何尺寸补偿,以弥补割缝造成的尺寸差异。补偿分软件补偿和数控系统补偿两种,它们的最终目的就是让切割机行走的轨迹偏移,使切割产生割缝损耗后形成的尺寸刚好等于编程绘图的尺寸。
在切割经验不足的初期,由于对各台设备、各厚度材料割缝值不能准确掌握;另一方面,由于切割设备及操作人员技能的差异,同样厚度的材料在不同表面状况情况下,割缝值也可能会不一样。于是都是采用切割设备上的数控系统补偿,以便于根据实际切割情况随时修正割缝值。采用此补偿方式时,切割生产中出现:零件没有切断现象。并且此现象只发生在零件外轮廓上,尤其是在采用直线引入引出方式的圆形外轮廓中此缺陷很明显。经过分析,原来设置补偿时类似于将原零件轮廓偏移半个割缝值。采用切割设备数控系统补偿时,偏移导致引入引出线重合的位置分离开了;而采用软件补偿却不会产生这样的缺陷。所以,数控切割时优先采用编程软件补偿,这样可避免因补偿问题而导致的没有切断缺陷。
40CrNIMOA钢板等离子钢板切割和火焰钢板切割的成本比较
在加工耐磨板的时候,要经过铸坯中裂的处理环节,这个环节是很重要的,在加工的时候,我们要更好的去更好的控制 它,这样才可以更好的保证在适当的范围当中工作呢,那么我们可以从哪些方面来把握呢.,钢水水分,我们要将 它的碳含量控制在百分之0.13到百分之0.18之间,在这样的情况下,我们要更好的避免它的包晶反应的区域,同时在 生产制作的时候,我们也要锰,磷,硫等等一些的含量,这样才会更加的可靠.第二,要从设备的精度上面入手 来解决类似的问题,只要它的精度是可靠的,这样在使用的时候,就可以更的反映出它的各项状况,那么在工作的 时候,就会更加的可靠,防止一些状况发生.第三,检测,这也是在控制当中的一个主要的工作,我们要想低倍 检测的数据,就要更好的去的检测,这样才可以得出更的数值,那么数据也是更加可靠的.
很多客户问数控钢板切割机,火焰钢板切割机和等离子钢板切割机成本哪个更便宜?
数控等离子钢板切割今天我会回答客户提出的相关问题。
以下分析仅供参考,重点沟通:首先,让我们了解一下数控火焰切割机的应用范围。数控火焰切割机主要用于切割厚度为5mm-150mm的普通碳钢板(如果切割0.1mm-5mm厚的工件,热变形会更严重。此时可以选择使用带60安培机等离子体电源的等离子体切割机,那么数控等离子体切割机的切割范围呢:数控等离子切割机主要可以用于普通碳钢板和火焰切割机切割不到的有色金属(如不锈钢、铜、铝等),主要是因为火焰切割不会氧化有色金属的表面,不能完成切割,但是,切割薄板时等离子体的凹槽不是很明显(如5mm以下的工件),所以工件越厚,凹槽越大。这与等离子电源的选择有关(国产等离子电源不同于进口等离子电源,普通机等离子电源不同于精细等离子电源),炉渣和毛刺也不同。
40CrNIMOA钢板等离子钢板切割和火焰钢板切割的成本比较
 本地 钢板棒材海量现货直销")
 本地 钢板棒材海量现货直销")
9Cr2MoV合金钢板用什么方式切割比较合适
并不是等离子切割比火焰切割更先进,而是等离子切割可以利用普通大众的切割需求。特别适用于钣金切割。其实也是数控切割机,火焰的切割精度比等离子的要高,因为火焰切割没有沟槽的问题。但是火焰切割不能切割有色金属,如上所述,火焰切割不能切割过薄的钢板。所以理论上等离子体只能切割厚度小于50mm的钢板
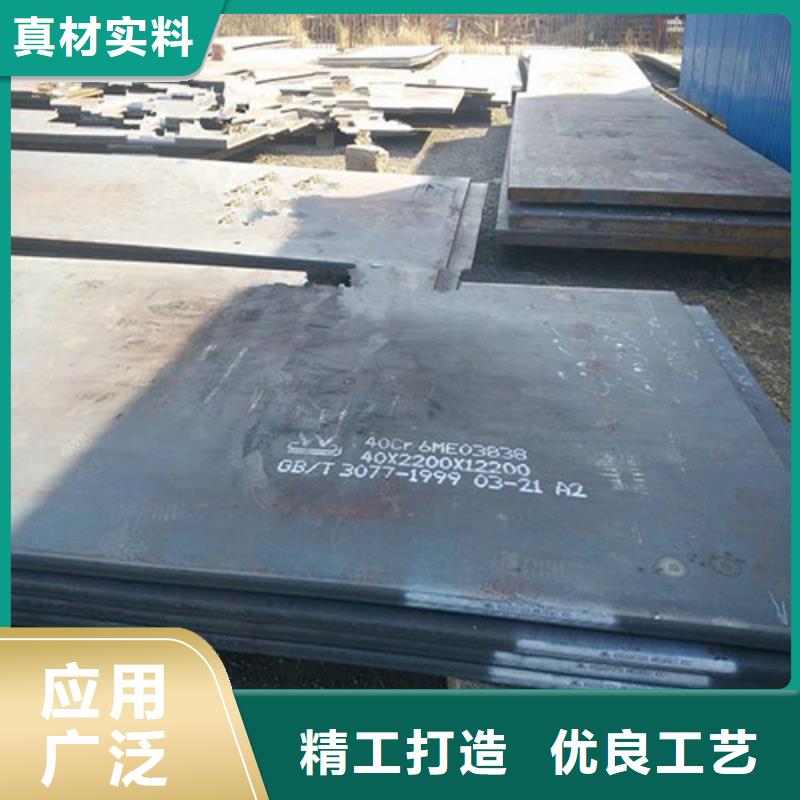
对碳钢板切割方式有很多,有的适合自动执行,有的不适合。有的适合切割薄钢板,有的适合切割厚钢板。有些削减得很快,有些则很慢。有些是低的,有些是高的。有的精度高,有的精度低。本文将简要介绍数控成型切割机上使用的四种主要方法,比较各种工艺的优缺点,并提供一些标准,可以用来确定哪一种工艺最适合您的应用。
9Cr2MOV钢板氧气切割
氧气炬或火焰切割是迄今为止用于中碳钢的最古老的切割技术。一般认为工艺简单,使用的设备和耗材价格相对较低。氧气气炬可以切割很厚的钢板,主要受能输送的氧气量的限制。用氧气炬切割36或甚至48英寸的钢板并非闻所未闻。然而,在板材成型切割的情况下,大部分工作是在厚度达12英寸的钢板上完成的。
经过适当的调整,氧气炬可以实现表面光滑的垂直切割。下边缘几乎没有渣,上边缘由于预热火焰只呈圆形。这种表面非常适合许多不需要进一步处理的应用。
虽然氧气气割适用于1寸以上厚度的钢板,但可应用的钢板切割厚度可低至1/4寸,但只有一些困难。这一过程相对较慢,在1英寸的材料上可以达到每分钟20英寸。氧气气割的另一个优点是可以方便地用多个切割炬同时切割,从而实现生产率的倍增。
9Cr2MOV合金钢板等离子切割异形件
等离子弧切割是一种理想的碳钢切割工艺。它的切割速度远高于氧气切割,但会牺牲一些边缘质量。这就是等离子切割难以处理的地方。边缘质量有一个 位置取决于切割电流,通常范围从1/4"到1.5英寸。总体而言,当钢板确为薄或厚(超出上述范围)时,虽然刃口平整度和挂渣性能可能仍然比较好,但刃口的垂直度就会开始被破坏。
子切割可以同时使用多个切割炬进行,但额外的成本因素通常将其限制为两个切割炬。然而,有些客户确实选择在一台机器上拥有多达34套等离子系统,但这些客户通常是高端制造商,他们切割大量相同的部件来满足生产线的需求。
激光切割适用于从最小校准厚度到1.25英寸左右的中碳钢。超过1英寸时,材料(激光级钢)、气体纯度、喷嘴条件、激光束质量等因素必须正确后方可可靠运行。
激光技术不是很快,因为从根本上讲,激光只是将聚焦的激光束(而不是预热的火焰)极端高温应用于中碳钢的燃烧过程。因此,反应的速度受到铁与氧之间化学反应速度的限制。然而,激光技术具有很高的精度。由于切割宽度窄,可切割轮廓和小孔,精度高。边缘质量通常是相当理想的,细齿和延迟线非常小,边缘非常方,很少甚至没有挂渣。
 本地 钢板棒材海量现货直销")
技术支持:k797.com