文字只能描述,而视频却能生动展现!点击播放我们的【【五莲】【当地】不锈钢焊管310S拉丝不锈钢板精致工艺】产品视频,让视觉盛宴为您揭示产品的无限可能。
以下是:【【五莲】【当地】不锈钢焊管310S拉丝不锈钢板精致工艺】的图文介绍

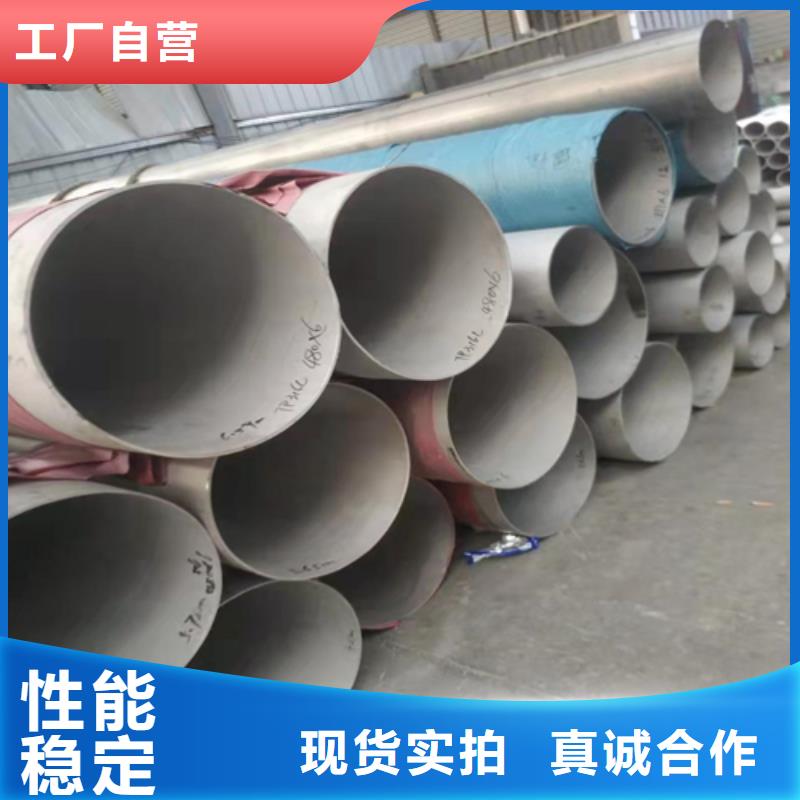
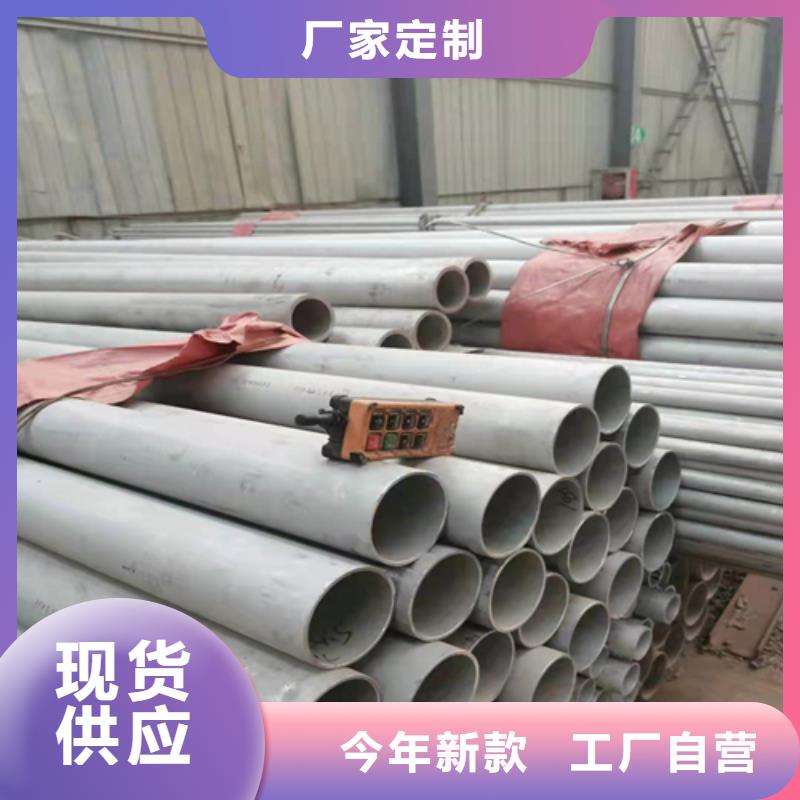
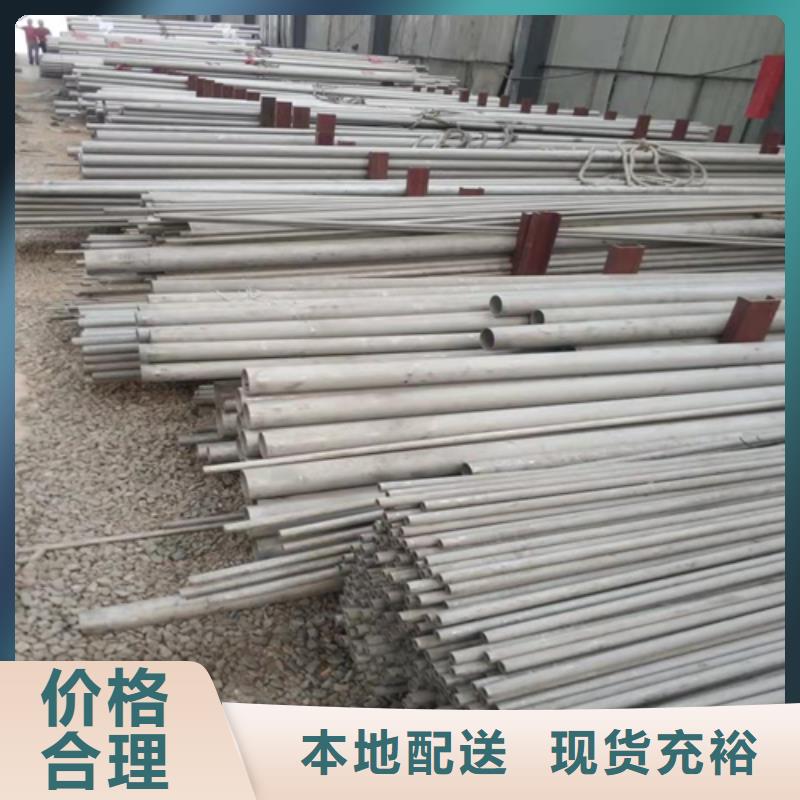
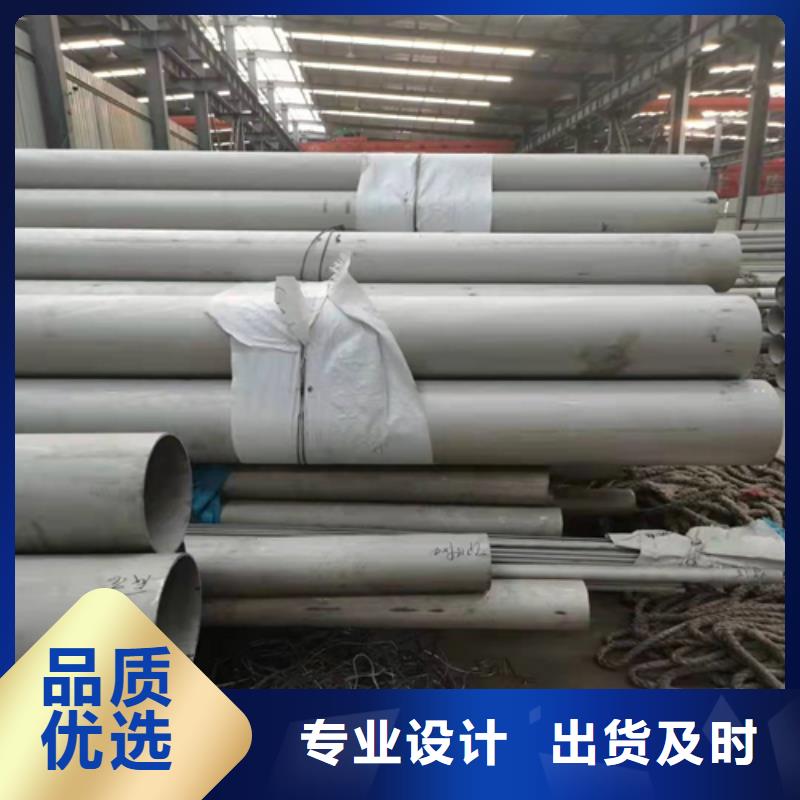
五莲316L不锈钢复合板
松润金属材料有限公司
质量安心正品保障
五莲316L不锈钢复合板的详细介绍
匠心制造源厂供货

松润金属材料有限公司不仅在发 五莲316L不锈钢复合板、市场及行业中有着良好的声誉,在公司管理上更有着系统的组织架构,优秀的管理团队,积j i向上的工作氛围,以及为实现新的战略目标同心协力的员工。



 扫一扫
扫一扫